Is Screen Printing Dead?
Do Direct to Garment Printing and T Shirt Transfer Systems Spell the End of the Screen Printer?
Recently I’ve seen a couple of product demonstrations that made me give some real thought to whether screen printing, or silk screen, for making custom t shirts might be on its last legs. Or at the very least no longer a real, viable option for the entrepreneur or especially the home based business that wants to print t shirts – or bags, or pillow cases or jackets, you get the idea.
Here is my thinking about Screen Printing and Custom T Shirt Business
If you are starting from scratch and looking into what you want to use to make custom t shirts you’re probably going to start small. After work, weekends or if you’re jumping in with both feet you might just quit what you’re doing now to pursue it full time. BUT a very small percentage of custom apparel businesses start out in retail shops or in office space, so it’s very likely you’re going to be in a bedroom, dining room, 2 car garage or maybe an outbuilding.
One of the demonstrations I watched recently was a webinar by Don Copeland at ColDesi that walked through the steps and requirements of screen printing with the same process for DTG (usually called “garment printing or direct to garment). There were pictures, examples of each step and he did a good job talking about costs and some of the other attendees were actual screen printers and it sounded like his estimates were, even though they sell DTG Printers / Direct to Garment Printers mostly underestimates of how much time and money screen printing cost.
Screen Printing vs. DTG Printing | Whats the Best Way to Make Custom T Shirts from ColDesi, Inc. on Vimeo.
The other presentation was one that Pantograms, also in Tampa, FL put on about their t shirt transfer system called DigitalHeatFX, which is based on the OKI920 White Toner Printer. A COMPLETELY different process that direct to garment printing, but you still end up with a full color custom shirt in the end. Lots of pros and cons there with DTG that we’ll get to as well.
More about the history of screen printing
With these 2 systems in mind, let’s take the Viper2 DTG Printer from ColDesi and the DigitalHeatFX T Shirt Transfer system from Pantograms – is screen printing dead for startups? Why would anyone buy a screen printing setup?
If you’ve never looked at screen printing equipment as the best way to start a custom t shirt business, let me layout the problems with it for the typical startup.
Problem #1:
Wow it’s BIG – by big I mean that it takes a lot of space to house everything you need to run a screen printing operation (I’m using a 4 color setup as an example). Not only is the Press itself big but you need a Dryer, FLASH Cure unit and a place to Wash out your screens – with a hose. Your bedroom, small office space will definitely not work just because of the size.
Problem #2:
It’s a MESS – back to someone starting small and doing it somewhere around your home or retail space – it’s a no. Buckets of ink, washing screens, squeegeeing the ink into the screens. If you’re the kind of person that likes to get your hands dirty, this the way you’re going to want to print custom t-shirts, if not, then no.

Problem #3:
No small orders – by small I mean under 12 for sure, but many screen printers won’t take orders under 44 or so. You can watch the webinar recoding on the whole DTG Printer vs Screen Printing from this video below, but here is the gist:
In order to screen print a single t shirt you need to make one or more “screens”. A screen is kind of like a transparency that has been printed on. If you want one color, you print and make one screen, if you want 4 colors you need to make 4. These are about $25 each your cost and each one takes about an hour to make.
Just IMAGINE how much you need to charge to make a profit on printing 10 4-color shirts when just setting up takes 4 hours and costs you a hundred bucks!
So now if I’m a small businessperson and will be creating custom shirts for the local market and the VAST majority of my orders are going to be ONE (Like a Happy Birthday Grandad shirt) or 6 ( Bridesmaids Party shirts) or 25 (Smith Family Reunion shirts), and I want to do that from home – is Screen Printing really an option?
Let’s take a look at what’s BETTER.
What is better than Screen Printing about Direct to Garment Printing?
Direct to Garment Printing is better than screen printing in several pretty obvious ways, especially if you’re comparing to the DTG Viper2 machine from ColDesi
- It fits through a door – I know it seems like a small thing (get it?) but even with other DTG Printers it’s a hassle to get it inside a home office or any regular sized doorway. The rest of them you have to turn then on their sides – don’t spill the ink please – so this makes it perfect for custom t shirt business startups.
- Ink CARTRIDGES = no mess – remember that whole “messy” problem with screen printing? Well, there’s still a very small amount – you have to empty a waste ink bottle occasionally – but it’s pristine clean compared to screen printing equipment. Oh – and those 2 things also make it VERY PORTABLE so you can take it to a show or a mall shop. Can’t do that with screens!
- Size matters – the printer is sized right, yes, but so is the rest of the equipment you’re going to use – a heat press and a pretreat machine. Everything you need fits in a 10×10 space easily.
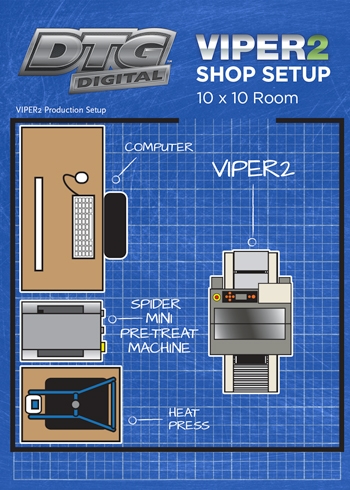
Picture links to dtg printer website
What makes the whole process of direct to garment printing better than screen printing for a start up especially? That’s pretty simple to point out:
- Print as many colors as your customer wants – if you’re a screen printer the number of colors someone wants REALLY impacts how long it will take you to do and how complicated the job will be. With garment printing you just open up the image and print it – # of colors makes no difference.
- Zero setup time – okay, maybe not ZERO, but you don’t have to make screens, develop them, clean them out after. You have to pretreat a shirt if it’s dark colored which takes a minute or 2 – and then you’re ready to go.
- Make money on 1 shirt, 20 shirts, 50 shirts! You can sell 50 full color custom shirts for at least $20 (depending of course), and you can probably sell a one-off order for upwards of $30. You don’t have to talk to them about set up fees, reorder fees – none of that.
- Print while you wait! – this was so impressive when it happened from me a few years ago. I went in to get a new logo printed on a polo shirt – just 2 shirts I could wear to business mixers, etc. I gave the vendor the logo and he printed the shirts. Walked out happy in about 20 minutes and back then I was happy to bay $25 each.
You can get a Viper2 DTG Printer a pretreat machine and a heat press for under or around $20K when this is being written. Not too bad considering you’re not renting warehouse or garage space for your screen print shop AND your clean up at the end of the day is about 10 minutes.
But direct to garment printing isn’t the only thing I think is putting the nail in the coffin of screen printing. There is also T Shirt Transfer Printing
The OTHER Thing that might be making Screen Printing Obsolete
T Shirt transfers have been around for a long time. You could buy a special paper for your home color inkjet printer and iron it right on to a t shirt way back in the ‘90s, but just like DTG, it’s come a LONG WAY and makes it a great option for people starting a custom t shirt business.
2 or 3 years ago Okidata came out with this idea of creating a printer ( like a laser printer style) that used CYMW instead of CYMK. The latter is what most color laser printers use – one toner for each color of Cyan, Yellow, Magenta and Black. That CYMK set works well for printing on a white t-shirt but when you try to make a full color t shirt transfer for a black shirt you get subpar results – whites look gray, colors don’t pop – meh. So OKI substituted White toner for the Black and now it puts a layer of white down first and that makes all the difference. Now you can print on just about anything!
BUT – the paper you use is a BIG deal, which is why I mentioned Pantograms and DigitalHeatFX. Normally you need a special paper to make your transfers for different things; one for light shirts, one for darks, one for this, one for that – but DigitalHeat FX paper is one for all, and the shirts look great! (I’ve got my sample right here)
Here’s why you might want the Digital HeatFX system instead of screen printing:
- The cleanest one yet – no ink at all, just like a big laser printer.
- Small footprint – it’s a LOT heavier than the Viper2 DTG Printer, so not portable at all, but you don’t need all that stuff that you need for screen printing; no spray booth, no belt dryer (just a heat press), no darkroom, etc.
- Print on Anything – this system is AWESOME for making custom t shirt transfers, but those same transfers using the same papers can be used to put images on coolers, bags, umbrellas, hats, wood and tons of other things. Take that screen printing!
- All the other advantages that direct to garment printing has over screen printing, printing t shirt transfers does too – no setup time, full digital color, small runs are profitable, the whole thing.
Best of all you can get one of these complete systems for under $10K. Pretty great for startups right?
Watch this video then if you want to learn more about it go to their website: http://pantograms.com/t-shirt-printing/
The downside to the Oki system vs. DTG is that the full color t shirt transfer when it’s applied to a t shirt has a little bit of a “plasticky” feel an is a little heavier than DTG – which you can sometimes not even tell wasn’t originally part of the shirt.
Conclusion: Is Screen Printing DEAD?
No, of course not. The advantage of screen printing t shirts is that once you get it set up and running it is ridiculously fast and cheap on a per shirt basis. Doing 500 or 1,000 custom printed t shirts with direct to garment printing or using a white toner printer based t shirt transfer system would take a lot more hours and, while it would still be profitable it would not be as profitable as screen printing.
BUT – is Screen Printing DEAD for Startups? I think so. Unless you’re starting with clients that will be ordering a few hundred shirts at a time and have some spare industrial space available there is just no reason to buy screen printing equipment.
Both direct to garment printing and the Digital Heat FX OKI920WT combo system produce great quality custom t shirts, are appropriate for home, office or retail environments, are cleaner, take up less space and give you LOTS of opportunity to be just incredibly profitable!